

Prosty proces produkcji kulek stalowych
Formowanie półfabrykatu kuli → usuwanie pierścienia → szlifowanie zgrubne → szlifowanie miękkie → formowanie półwyrobu kuli → kula gładka (lub piłowanie → szlifowanie miękkie) → szlifowanie twarde → szlifowanie dokładne → szlifowanie precyzyjne (lub polerowanie) → szlifowanie ultraprecyzyjne.
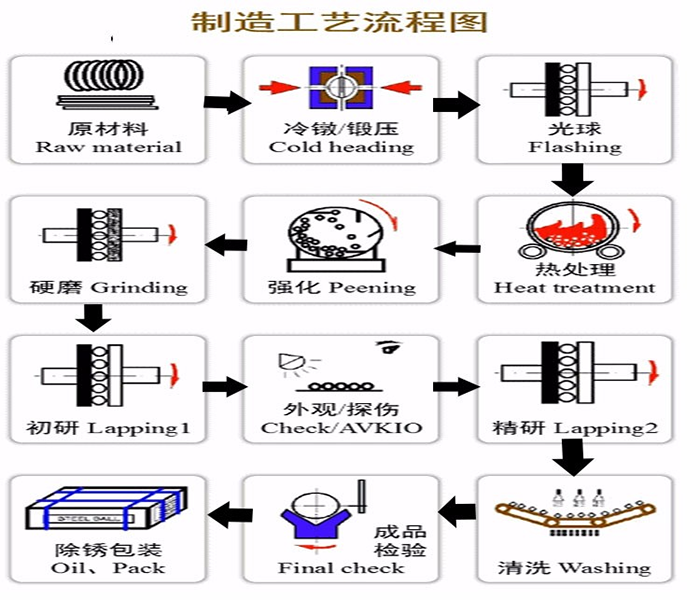
Szczegółowy proces produkcji kulek stalowych
1. Przeciąganie drutu: Rozciągnij drut do żądanej średnicy za pomocą maszyny do przeciągania drutu;
2. Kucie na zimno (kucie): Umieść ciągniony drut w maszynie do kucia na zimno z kulkami stalowymi i użyj stalowej matrycy znajdującej się wewnątrz maszyny, aby przekuć go w półfabrykat kuli;
3. Kula świetlna: Dwie okrągłe płytki z żeliwnymi kulkami mielącymi wewnątrz maszyny z kulą świetlną prasują i spiłowują zarodek skierowany na zimno, aby usunąć pierścień zewnętrzny i dwa bieguny zarodka;
4. Miękka kula: Dwie żeliwne okrągłe płytki szlifierskie wewnątrz maszyny do miękkich kulek spiłowują zarodek lekkiej kuli w celu zmielenia jej do wymaganej średnicy kulki i chropowatości powierzchni;
5. Obróbka cieplna: Włóż kulę do pieca do obróbki cieplnej, nawęglaj ją, hartuj i odpuszczaj, aby uzyskać określoną warstwę nawęglającą, twardość, wytrzymałość i obciążenie kruszące;
6. Szlifowanie twarde: Tarcza ściernicy wewnątrz szlifierki naciska i szlifuje obrobiony cieplnie półfabrykat kuli, aby usunąć warstwę czarnego tlenku na powierzchni kuli i poprawić dokładność kuli;
7. Szlifowanie precyzyjne/czyszczenie polerskie: Szlifowanie precyzyjne: Zmiel zarodek kuli mielącej w szlifierce precyzyjnej, aby uzyskać wymaganą precyzję i gładkość gotowego produktu;
Polerowanie i czyszczenie: Wlać kulkę do bębna polerskiego i obrócić go, następnie oczyścić kulistą powierzchnię środkiem do polerowania i wodą, aby była czysta i błyszcząca;
8. Wybór wyglądu: Użyj ręcznej kontroli wizualnej, aby sprawdzić, czy na powierzchni stalowej kulki nie ma żadnych defektów, a następnie użyj mikrometru, aby zmierzyć rzeczywistą okrągłość, zmianę średnicy partii i użyj miernika chropowatości powierzchni, aby wykryć chropowatość powierzchni podczas kontroli końcowej;
9. Pakowanie: Pokryj kulki stalowe/kulki ze stali nierdzewnej/kulki ze stali łożyskowej olejem antykorozyjnym i zapakuj je w pudełka kartonowe lub tkane torby.
Wraz z rozwojem technologii zapotrzebowanie na duże łożyska o dużej wytrzymałości w przemyśle produkcji sprzętu wzrosło pod względem ilościowym i jakościowym, a wymagania dotyczące ilości i jakości podparcia dużych stalowych kulek łożyskowych również muszą zostać odpowiednio zwiększone. Różnice w średnicy partii stalowych kulek powinny być małe, chropowatość powierzchni stalowej kulki powinna być mała, dokładność powinna być wysoka, a różnica między twardością rdzenia a twardością powierzchni stalowej kulki powinna być niewielka. Średnica dużych stalowych kulek łożyskowych osiągnęła teraz 150 MM-200 MM.
Proces produkcji dużych kulek stalowych łożyskowych różni się od procesu w przypadku zwykłych specyfikacji. Dokonuje się następującego porównania:
1. Proces produkcji dużych kulek stalowych łożyskowych:
Cięcie - Kucie - Wyżarzanie - Toczenie - Obróbka cieplna - Szlifowanie na twardo - Badania wstępne - Badania precyzyjne;
2. Proces produkcji kulek stalowych łożyskowych o zwykłej specyfikacji:
Ciągnienie drutu - Kucie na zimno - Kula lekka - Kulka miękka - Obróbka cieplna - Szlifowanie na twardo - Szlifowanie dokładne;
Proces produkcji importowanych stalowych kulek łożyskowych
1) Sprzęt produkcyjny wykorzystujący importowane stalowe kulki łożyskowe
2) Najpierw porusz siłownikiem hydraulicznym, aby przesunąć płytę szlifierską, aż stalową kulkę łożyskową będzie można umieścić pomiędzy dwiema płytami szlifierskimi.
3) Zamontuj wylot kuli i utrzymuj go w stanie luźnym. Obróć wrzeciono, aby wypełnić przestrzeń pomiędzy dwiema płytami szlifierskimi stalowymi kulkami i wyreguluj wylot kulki
Ostrze zbierające kulki jest ściśle przymocowane do czoła tarczy szlifierskiej (lub tarczy szlifierskiej) i przymocowane do wylotu kulki. W tym momencie zaleca się wywarcie nacisku na dwie płytki szlifierskie w celu wprawienia kulki ze stali chromowanej w ruch obrotowy.
4) Zamknąć pokrywę ochronną, uruchomić pompę wodną, uruchomić podajnik materiału i uruchomić wał główny.
5) Zgodnie ze zwyczajami procesowymi każdej fabryki, dostosuj prędkość wrzeciona i tacy materiału oraz dostosuj ilość kulek, aby zapewnić równomierne rozmieszczenie kulek stalowych w każdym rowku płyty prowadzącej
Rozłożone równomiernie i nie nakładające się.
6) Wyreguluj docisk szlifowania, przekręć przełącznik ciśnienia na panelu operacyjnym do pozycji otwartej, wyreguluj zawór zwiększający ciśnienie na panelu stacji hydraulicznej i podnieś go
Określ ciśnienie i zablokuj je w każdej fabryce oraz zwróć uwagę na układ hydrauliczny, aby utrzymać ciśnienie podczas uruchamiania.
7) W normalnych warunkach pracy konieczne jest regularne obserwowanie stanu pracy, ciśnienia oraz płynnego wejścia i wyjścia hosta.
8) Gdy stalowa kula osiągnie określony rozmiar i jakość powierzchni, najpierw zmniejsz ciśnienie robocze, a następnie naciśnij główny przycisk stop.
9) Przygotuj pojemnik do wyjęcia stalowej kulki łożyska.